



Protecting Commercial Assets with High-Performance Protective Coatings

Table of Contents
- 1 The Role of Industrial Floor Coatings in Facility Management
- 2 High-Performance Resin Systems for Demanding Environments
- 3 Engineering Success through Surface Preparation and Application
- 4 Long-Term Asset Protection and Maintenance Strategies
- 5 Frequently Asked Questions about Industrial Floor Coatings
- 6 Conclusion
The Role of Industrial Floor Coatings in Facility Management
 Commercial facilities face constant stress. Heavy machinery, spilled liquids, and endless foot traffic are daily challenges. These can quickly damage valuable assets and disrupt operations. Protecting these assets is crucial for any business. It ensures smooth operations, keeps employees safe, and saves money in the long run.
Commercial facilities face constant stress. Heavy machinery, spilled liquids, and endless foot traffic are daily challenges. These can quickly damage valuable assets and disrupt operations. Protecting these assets is crucial for any business. It ensures smooth operations, keeps employees safe, and saves money in the long run.

We understand the critical role that high-performance protective coatings play. They offer superior resistance to damage and help meet strict industry standards. In this guide, we will explore how multi-layer resinous flooring systems deliver lasting results. We will cover their benefits, applications, and the engineering behind their success. For example, Durable industrial epoxy coatings are excellent for areas needing extreme resilience and long-term protection.
Join us as we delve into the science and strategy behind safeguarding your commercial assets.
Industrial floor coatings are more than just an aesthetic upgrade; they are a fundamental component of facility management, providing a robust shield against the rigors of commercial and industrial environments. The concrete slabs that form the foundation of most facilities are inherently porous and susceptible to wear. Without adequate protection, they can quickly degrade under heavy loads, chemical exposure, and constant abrasion. High-performance coatings transform these vulnerable surfaces into resilient, high-functioning floors.
These specialized coatings significantly enhance structural integrity by fortifying the concrete, making it more resistant to cracking, chipping, and impact damage from dropped tools or heavy machinery. Their chemical resistance is paramount in environments where spills of oils, acids, solvents, or other corrosive substances are common. By creating an impervious barrier, these coatings prevent chemicals from penetrating and deteriorating the concrete below. Furthermore, they play a crucial role in moisture mitigation, preventing water and other liquids from seeping into the subfloor, which can lead to mold growth, structural issues, and costly repairs. Beyond protection, these systems contribute to concrete longevity, extending the lifespan of the floor and reducing the need for frequent maintenance or replacement. An often-overlooked benefit is dust reduction; untreated concrete can generate fine dust particles that compromise air quality and can interfere with sensitive equipment, a problem effectively solved by a sealed, smooth coating. For businesses seeking comprehensive floor protection, investing in well-engineered industrial epoxy coatings is a strategic decision that pays dividends in durability and operational efficiency.
Industrial Floor Coatings for Food Safety
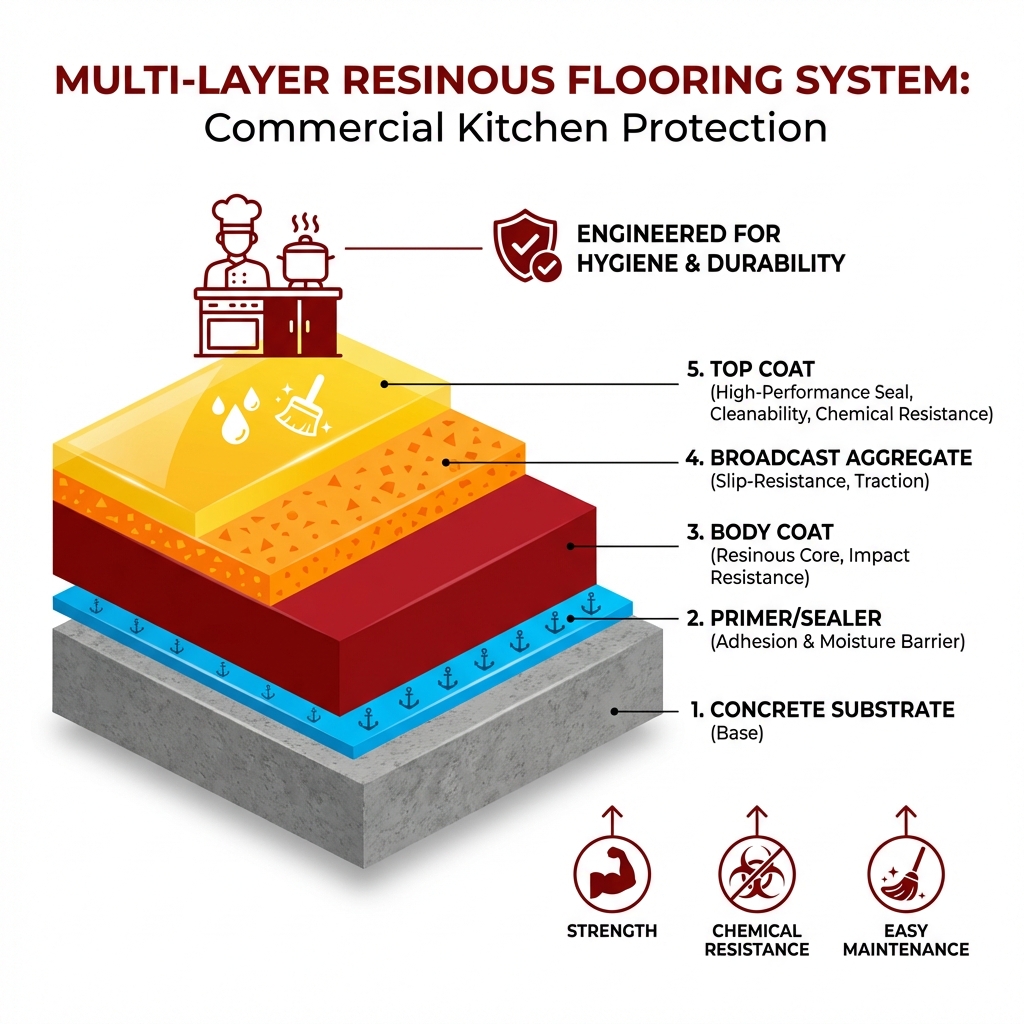
In environments such as commercial kitchens, food processing plants, and cafeterias, flooring is not merely a surface but a critical component of hygiene and safety infrastructure. These areas demand flooring solutions that can withstand constant exposure to food particles, liquids, and cleaning agents while preventing bacterial growth. Industrial floor coatings, particularly those designed for food-grade applications, offer unparalleled sanitation benefits. They create a non-porous, seamless surface that eliminates grout lines, cracks, and crevices—common breeding grounds for bacteria and other pathogens. This seamless finish is crucial for maintaining a sterile environment, as it prevents the accumulation of dirt, grease, and moisture that can lead to contamination.
Regulatory bodies, such as the USDA, often have stringent compliance requirements for flooring in food preparation areas. Our solutions are engineered to meet these demanding standards, ensuring that facilities can pass inspections and uphold public health. The ease of cleaning and maintenance that these coatings provide is a significant advantage; spills can be quickly wiped away, and the floor can be thoroughly sanitized without fear of degradation. For a deeper understanding of the specific needs and considerations for these critical spaces, a comprehensive kitchen flooring guide offers valuable insights into selecting appropriate materials. flooring is regulated in many jurisdictions to ensure the safety of both consumers and employees, highlighting the necessity of choosing flooring that is easy to keep clean and prevents the collection of food buildup and bacteria. By integrating these high-performance, hygienic coatings, businesses can safeguard food safety, reduce health risks, and maintain operational integrity.
Mitigating Risks with Industrial Floor Coatings
Workplace safety is paramount in any industrial or commercial setting, and the flooring plays a critical role in preventing accidents. High-performance industrial floor coatings are specifically engineered to mitigate a range of risks, from slips and falls to impacts and chemical exposures. One of the most significant safety features is customizable slip resistance. While a smooth, sealed surface is easy to clean, it can become slippery when wet. To counteract this, traction additives, such as fine aggregates or polymer flakes, can be incorporated into the topcoat. These additives create a textured surface that significantly enhances grip, even in wet or greasy conditions, which is particularly vital in kitchens or manufacturing areas.
Beyond slip prevention, these coatings contribute to overall workplace safety through their high-traffic durability. They can withstand constant foot traffic, heavy equipment, and dynamic operational demands without quickly deteriorating, thus maintaining a consistent and safe walking surface. The reflective properties of some coatings can also improve visibility by brightening the workspace, reducing shadows, and making hazards more apparent. In specialized environments, static dissipative coatings prevent the buildup of electrostatic discharge, protecting sensitive electronics and preventing potential ignitions in volatile areas. For demanding environments like commercial kitchens, where spills, heat, and heavy foot traffic are constant, epoxy flooring stands out as an ideal solution. Its ability to resist chemicals, high temperatures, and impacts while offering customizable slip resistance makes it a superior choice for maintaining a safe and efficient workspace. By proactively addressing these risks through advanced flooring solutions, businesses can foster a safer environment, reduce accident rates, and protect their most valuable assets: their employees.
High-Performance Resin Systems for Demanding Environments
The diverse needs of modern commercial and industrial facilities necessitate a range of high-performance resin systems, each with unique properties tailored to specific challenges. While epoxy is a widely recognized and versatile option, other chemistries like polyaspartic and urethane concrete offer distinct advantages for particular applications. Understanding these differences is key to selecting the most effective flooring solution.
Feature Epoxy Polyaspartic Urethane Concrete (Ucrete) Durability Excellent, hard, impact-resistant Superior, flexible, abrasion-resistant Extreme, highest impact/abrasion Chemical Resist. Good to excellent Excellent, broad spectrum Superior, highly resistant Thermal Shock Moderate, can crack with extreme changes Good, more flexible than epoxy Excellent, highly resistant UV Stability Poor (can yellow over time) Excellent (non-yellowing) Excellent (non-yellowing) Cure Time Moderate (12-24 hrs per coat) Fast (2-6 hrs per coat) Fast (6-12 hrs) Flexibility Low, rigid High, elastic Moderate, very dense VOC Options Low to Zero VOC available Low to Zero VOC available Low to Zero VOC available Thickness Coatings, slurries, mortars Coatings, thin films Slurries, mortars One critical factor in many industrial settings is thermal shock resistance. This refers to a material’s ability to withstand rapid and extreme changes in temperature without cracking, bubbling, or delaminating. In areas like commercial kitchens, where hot liquids are frequently spilled and temperatures fluctuate, a floor’s resistance to thermal shock is paramount to its longevity. Urethane concrete systems, for instance, are renowned for their exceptional thermal shock capabilities, making them ideal for such demanding environments.
All these resin systems rely on chemical cross-linking during the curing process, where individual polymer chains bond together to form a dense, durable matrix. This process is what gives the coatings their strength, chemical resistance, and longevity. Modern formulations also prioritize environmental and health considerations, offering volatile organic compound (VOC) compliant options. These low- or zero-VOC systems minimize the release of harmful fumes during and after installation, contributing to better indoor air quality and worker safety. Many resin systems also feature self-leveling properties, which allow them to flow smoothly and create an incredibly flat, seamless surface, ideal for both aesthetics and functionality.
Specialized Coatings for Extreme Conditions
When facing the most challenging industrial environments, standard epoxy coatings may not suffice. This is where specialized resin systems, such as urethane concrete and high-build epoxies, come into play, often enhanced with advanced topcoats and decorative elements. Urethane concrete, in particular, is celebrated for its unparalleled durability and resistance to extreme conditions. Its unique composition allows it to withstand severe thermal cycling, heavy impact, and aggressive chemical exposure, making it a top choice for food processing facilities, breweries, and other areas with rigorous demands.
High-build epoxy systems offer substantial thickness and strength, providing superior protection against abrasion and impact compared to thinner coatings. These systems can be further fortified with aggregates like quartz or silica sand, creating incredibly robust and slip-resistant surfaces. To enhance performance and aesthetics, these primary layers are often finished with advanced topcoats. Options include polyurethane or polyaspartic polyurea coatings. Polyurethanes offer excellent abrasion resistance and a durable finish, while polyaspartics boast rapid cure times, superior UV stability (preventing yellowing over time), and enhanced flexibility. This UV stability is crucial for areas exposed to sunlight, preserving the floor’s color and integrity.
The aesthetic possibilities are also vast with these specialized coatings. Quartz-filled systems provide a textured, highly durable, and decorative finish, often seen in commercial kitchens and showrooms. Metallic pigments can be incorporated into epoxy or polyaspartic topcoats to create stunning, unique, and often three-dimensional visual effects, turning a functional floor into a design statement. By combining the right base system with appropriate topcoats and decorative elements, we can engineer flooring solutions that not only meet the most extreme performance requirements but also contribute to the overall visual appeal of a facility.
Engineering Success through Surface Preparation and Application
The longevity and performance of any high-performance floor coating system hinge almost entirely on the quality of its surface preparation. It is the single most critical factor determining the success or failure of the entire installation. Without proper preparation, even the highest quality materials will fail prematurely, leading to costly repairs and operational disruptions.
Our process begins with mechanical profiling, a technique that creates a suitable surface profile for the coating to adhere to. This often involves methods like shot blasting, which propels abrasive media at the concrete surface to remove contaminants and create a rough, porous texture. Alternatively, professional diamond grinding equipment is used to achieve a similar profile, particularly effective for removing existing coatings or smoothing uneven surfaces. These methods are far superior to acid etching, which can leave behind residues and not achieve an adequate profile for strong adhesion.
Before any coating is applied, thorough substrate testing is conducted. This includes assessing the concrete’s compressive strength, ensuring it can support the intended loads. Crucially, we perform a moisture vapor emission rate (MVER) test to measure the amount of moisture vapor rising through the concrete. High moisture levels can lead to coating delamination, bubbling, and other failures. If MVER is too high, moisture mitigation solutions must be implemented. Surface decontamination is another vital step, involving the removal of all oils, greases, dirt, and other contaminants that could interfere with adhesion. Any existing cracks or spalls in the concrete are meticulously repaired using specialized patching materials, ensuring a seamless and structurally sound base. Finally, a primer is applied. This initial layer is engineered to penetrate the concrete, seal against outgassing (the release of air from the concrete as the coating cures), and create a strong chemical bond for subsequent coating layers. This meticulous approach to surface preparation is the cornerstone of a durable and long-lasting floor coating system.
The Professional Installation Sequence
Once the extensive surface preparation is complete, the professional installation sequence begins, a multi-stage process that demands precision, expertise, and strict adherence to manufacturer specifications. Each step is carefully executed to ensure optimal performance and longevity of the final flooring system.
The first critical element is precise mixing ratios. High-performance resin systems typically consist of two or more components (e.g., resin and hardener) that must be combined in exact proportions. Improper mixing can lead to incomplete curing, soft spots, or compromised chemical resistance. Our technicians meticulously measure and mix components using specialized equipment to ensure homogeneity. Related to this is pot life, which refers to the amount of time the mixed material remains workable before it begins to cure and thicken. We carefully plan and execute applications within these strict timeframes to prevent material waste and ensure proper application.
Following the primer, the basecoat application forms the primary layer of the system. This is applied evenly across the prepared surface, often using squeegees and rollers, to achieve the specified thickness. In many systems, particularly those designed for enhanced slip resistance or aesthetics, an aggregate broadcast follows. While the basecoat is still wet, decorative flakes, quartz, or other aggregates are broadcast over the surface, embedding into the resin. This not only adds texture and visual appeal but also significantly improves slip resistance.
After the basecoat and aggregate have cured, excess aggregate is removed, and subsequent grout coats are applied. These clear resin layers fill any voids, encapsulate the aggregate, and create a smooth, yet textured, surface. The final stage involves the application of finish sealers or topcoats. These layers provide the ultimate protection against abrasion, chemicals, and UV exposure, while also defining the floor’s final sheen.
Throughout the entire process, strict environmental controls are maintained. Curing timelines are critical; each layer requires a specific period to cure before the next can be applied or before the floor can be returned to service. Temperature control and humidity management are equally important, as these factors can significantly impact cure rates, adhesion, and the overall quality of the finished floor. By meticulously managing each of these steps, we ensure that every installation meets the highest standards of durability and performance.
Long-Term Asset Protection and Maintenance Strategies
Investing in high-performance floor coatings is a strategic decision that extends far beyond the initial installation. It represents a commitment to long-term asset protection, operational efficiency, and a superior return on investment (ROI). Understanding the lifecycle cost analysis of these systems reveals that while the upfront cost might be higher than traditional flooring options, the reduced maintenance, extended lifespan, and enhanced durability lead to significant savings over time.
The key to maximizing this ROI and ensuring the longevity of your industrial floor coating lies in consistent preventative maintenance. Unlike conventional flooring that may require frequent stripping, waxing, or even replacement, resinous floors are designed for minimal upkeep. Regular cleaning is fundamental. This typically involves sweeping daily to remove loose debris and mopping with pH-neutral cleaners. Harsh chemicals, abrasive pads, or highly acidic/alkaline cleaning agents should be avoided as they can degrade the coating over time. For areas prone to spills, such as kitchens or manufacturing zones, immediate spot cleaning and degreasing are essential to prevent staining and maintain a hygienic surface.
One of the distinct advantages of these systems is their potential for rejuvenation rather than full replacement. After many years of heavy use, if the topcoat shows signs of wear or minor scratching, it can often be revitalized with a new finish coat. This process is significantly less disruptive and costly than tearing out and replacing an entire floor, extending the service life of the system by many years. While a well-designed and professionally installed resinous floor can last 10 years or greater, diligent maintenance practices are crucial to achieving and even exceeding this expected lifespan. By adhering to a simple yet effective maintenance regimen, businesses can ensure their high-performance floor coatings continue to protect their assets, maintain a professional appearance, and contribute to a safe and efficient working environment for decades to come.
Frequently Asked Questions about Industrial Floor Coatings
We often encounter common questions from facility managers and business owners considering high-performance floor coatings. Here, we address some of the most frequently asked questions to provide clarity and help you make informed decisions.
How long do industrial resinous floors typically last?
The lifespan of an industrial resinous floor is a key consideration for any investment. With proper installation and consistent maintenance, a quality resinous floor system is designed to provide exceptional durability and can last 10 years or greater. Factors influencing this longevity include the type of resin system chosen (e.g., epoxy, urethane concrete, polyaspartic), the thickness of the application, the level of traffic and abuse it endures, and the effectiveness of the ongoing maintenance regimen. For instance, a heavy-duty urethane concrete system in a high-impact food processing plant will be engineered for a longer life under extreme conditions than a thinner epoxy coating in a lighter-duty warehouse. Regular cleaning and timely topcoat rejuvenation can further extend the service life, often allowing floors to perform optimally for 15-20 years.
What is the average cost per square foot for professional installation?
The cost of professional industrial floor coating installation can vary significantly based on several factors, including the type of system, the complexity of the surface preparation, the size of the area, and any specialized requirements (e.g., decorative elements, coved base). Generally, the cost for professional installation of high-performance epoxy or resinous flooring ranges from $6 to $12 per square foot. Basic coating systems, such as a solid color epoxy, might fall into the lower end of that range ($6–$8 per square foot). More advanced systems, like decorative flake or metallic epoxies, quartz-filled systems, or heavy-duty urethane concrete, which require more material and specialized application techniques, can range from $9–$14 per square foot or more. For a typical commercial kitchen of approximately 200 square feet, the total cost could range from $1,200 to $2,800, depending on the chosen system and its features. It’s important to obtain a detailed quote from a professional installer, as they can assess your specific needs and provide an accurate estimate.
Are these coatings safe for food preparation and pharmaceutical environments?
Absolutely. High-performance resinous floor coatings are not only safe but often specifically designed and regulated for food preparation and pharmaceutical environments. These industries have stringent hygiene and safety standards, and our coatings are engineered to meet or exceed them. Key features that make them suitable include:
- Seamless and Non-Porous: They eliminate grout lines and crevices where bacteria, mold, and fungi can harbor, making them incredibly easy to clean and sanitize. This is critical for preventing cross-contamination.
- Chemical Resistance: They withstand frequent washing with harsh sanitizers, acids, and alkalis commonly used in these facilities, ensuring the floor’s integrity and hygiene are maintained.
- Durability: They resist impacts from heavy equipment, thermal shock from hot spills or washdowns, and constant foot traffic, maintaining a smooth, safe surface.
- Low VOC Options: Many modern formulations are available in low- or zero-volatile organic compound (VOC) options, ensuring minimal airborne contaminants during and after installation, which is crucial for air quality in sensitive environments.
- NSF Compliance: Many systems are certified by organizations like NSF International, indicating they meet strict public health standards for food contact and hygiene.
By selecting the appropriate resinous system and ensuring professional installation, facilities in the food and pharmaceutical sectors can achieve a flooring solution that is both compliant with regulatory requirements and conducive to a safe, sterile, and efficient operation.
Conclusion
Protecting commercial assets through high-performance protective coatings is not merely an expense, but a strategic investment in the longevity, safety, and operational efficiency of any facility. From enhancing structural integrity and mitigating risks to ensuring food safety and navigating extreme conditions, the right flooring system plays an indispensable role. We have explored how robust surface preparation, precise application, and diligent maintenance collectively contribute to a superior lifecycle cost analysis and a significant return on investment.
The decision to install or upgrade your facility’s flooring is a critical one that impacts everything from daily operations to long-term financial health. By choosing advanced resinous systems, you are investing in a durable, compliant, and aesthetically pleasing infrastructure that stands the test of time. We encourage you to seek professional consultation to tailor the ideal high-performance flooring solution for your unique operational demands. This commitment to quality and expertise ensures that your facility not only meets today’s challenges but is also prepared for the demands of a sustainable future.

