



Optimizing Manufacturing with the Right Industrial Tapes and Adhesives

Table of Contents
Decoding Tape Materials and Adhesives
The foundation of any effective tape lies in its material composition – both the backing and the adhesive. Understanding these components is crucial for selecting the right tape for optimal performance in manufacturing environments. Different materials offer distinct properties, making them suitable for a myriad of applications, from basic bundling to critical electrical insulation.
Understanding Backing Materials
The backing material provides the structural integrity and defines many of the tape’s physical characteristics.
- PVC/Vinyl Properties: Polyvinyl Chloride (PVC) or vinyl is perhaps the most common backing for electrical tapes. Its inherent flexibility and conformability allow it to stretch and mold around irregular shapes, providing a snug, insulating fit. Vinyl tapes are known for their good abrasion resistance, moisture protection, and decent dielectric strength, making them ideal for insulating electrical connections. They are also available in a wide array of colors for phase identification or safety marking, though clear options exist for aesthetic or inspection purposes.
- Fabric Tape Strength: Fabric tapes, often made from cotton or synthetic fibers, offer superior tensile strength and abrasion resistance compared to vinyl. While less common for primary electrical insulation due to lower dielectric strength, they are excellent for applications requiring mechanical protection, bundling, or where a high degree of conformability to rough surfaces is needed. Some fabric tapes are impregnated with rubber or other compounds to improve their electrical properties.
- Polyester Film Resistance: Polyester film backings provide excellent temperature resistance and dimensional stability. These tapes are often used in high-temperature applications or where minimal stretch and high strength are required. Their thin profile and high dielectric strength make them suitable for coil wrapping, capacitor insulation, and other demanding electrical applications where space is limited.
- Foil Tapes for Conductivity: While not typically used for insulation, foil tapes (aluminum, copper) are important for EMI/RFI shielding, grounding, and heat dissipation. They are often backed with conductive adhesives to ensure a continuous electrical path.
- Foam for Gap-Filling: Foam tapes, made from various polymer foams, are excellent for gap-filling, sealing, cushioning, and vibration dampening. They can be single or double-sided and are often used in automotive, construction, and appliance manufacturing for weather sealing or mounting.
Choosing the Right Adhesive
The adhesive layer is equally vital, determining how well the tape sticks, its temperature range, and its resistance to environmental factors.
- Rubber-based Adhesives: These adhesives offer a quick stick and excellent initial tack, making them suitable for general-purpose applications where immediate adhesion is paramount. They perform well across a moderate temperature range and are often found in vinyl electrical tapes for their conformability and strong grip. However, they may not offer the best long-term resistance to UV light or extreme temperatures.
- Acrylic-based Adhesives: Acrylic adhesives are known for their superior long-term performance, excellent resistance to UV light, temperature extremes, and chemicals. They tend to have a slower initial tack but build adhesion over time, forming a strong, durable bond. These are often preferred for outdoor applications, permanent bonding, and in environments exposed to harsh conditions. Many high-performance electrical tapes use acrylic adhesives for their stability and insulation properties.
- Silicone-based Adhesives: Silicone adhesives are specifically formulated for high-heat applications, offering exceptional temperature resistance. They also adhere well to silicone-based substrates, which can be challenging for other adhesives. Self-amalgamating tapes, for instance, often rely on silicone or rubber compounds that fuse to themselves without traditional adhesive, creating a seamless, waterproof, and electrically insulating barrier.
A Guide to Selecting the Right Industrial Supplies for Your Application
Selecting the correct industrial tape involves a careful evaluation of performance characteristics, application-specific needs, and environmental factors. A mismatch can lead to product failure, safety hazards, and costly downtime.
Performance Characteristics to Consider
When choosing any industrial tape, especially electrical tape, several key performance characteristics must be scrutinized:
- Adhesion: This refers to the tape’s ability to stick to a surface. It’s measured by peel adhesion (force required to peel tape from a surface) and shear adhesion (tape’s ability to resist sliding forces). For electrical applications, strong, long-lasting adhesion is critical to prevent unwrapping or contamination.
- Temperature Resistance: Tapes must withstand the operating temperatures of their environment without degrading. This includes both the ambient temperature during application and the operational temperature of the components they are insulating or securing. For example, some clear electrical tapes are designed to function effectively in temperatures as low as -10 degrees Fahrenheit, while others are built for high-heat environments.
- Insulation Properties (Dielectric Strength): For electrical tapes, dielectric strength is paramount. This measures the maximum electric field that the insulating material can withstand without electrical breakdown. A higher dielectric strength indicates better insulation, crucial for preventing short circuits and ensuring safety.
- Conformability: The tape’s ability to stretch and conform to irregular surfaces is vital for a tight, effective seal, especially around wires and cables.
- Abrasion Resistance: In many industrial settings, tapes are subjected to wear and tear. Good abrasion resistance ensures the tape remains intact and performs its function over time.
- Chemical Resistance: Exposure to oils, solvents, and other chemicals can degrade some tapes. Selecting a tape resistant to the specific chemicals present in the environment is essential.
- Flame Retardancy: For electrical applications, flame-retardant tapes are often a safety requirement, preventing the spread of fire in case of an electrical fault.

Electrical Insulation Tapes: Essential Industrial Supplies for Safety
Electrical insulation tapes are specialized tools designed to protect against electrical shocks, prevent short circuits, and safeguard electrical connections. Their role in maintaining production line safety cannot be overstated.
- Insulation Properties and Voltage Ratings: These tapes are engineered with high dielectric strength to withstand specific voltage levels. Manufacturers often specify the maximum voltage a tape can safely insulate. For instance, high-quality vinyl electrical tapes are commonly rated for up to 600V.
- Color-Coding Standards: While our focus is on clear electrical tape, it’s important to note that colored electrical tapes are extensively used for phase identification, circuit marking, and safety warnings in accordance with industry standards. Black is typically for insulation, while other colors indicate specific voltage phases or functions.
- Flame Retardancy: Many electrical tapes are self-extinguishing to prevent fire hazards, a critical safety feature in industrial environments.
- Protection Against Moisture and Chemical Resistance: Electrical tapes often function in environments exposed to moisture, dust, and various chemicals. Their ability to seal out these elements is crucial for preventing corrosion and maintaining insulation integrity.
Bonding and Sealing Tapes: High-Performance Industrial Supplies for Durability
Beyond electrical insulation, industrial tapes excel in bonding and sealing applications, contributing significantly to product durability and assembly efficiency.
- Permanent Bonding: High-performance double-sided tapes can replace mechanical fasteners like screws, rivets, or welds, offering cleaner aesthetics, reduced weight, and faster assembly times. They distribute stress more evenly across surfaces, leading to stronger, more durable bonds.
- Temporary Sealing: Tapes are often used for temporary sealing during manufacturing processes, protecting components from dust, paint, or other contaminants, and then removed cleanly.
- Weatherproofing: Foam and specialized sealing tapes provide excellent weatherproofing, protecting products from moisture, dust, and air leaks, common in automotive, HVAC, and construction industries.
- Gasket Creation and Vibration Dampening: Certain tapes can be used to create custom gaskets or provide vibration dampening, reducing noise and wear in machinery.
- Comparison to Liquid Adhesives: Tapes offer advantages over liquid adhesives in terms of cleanliness, immediate handling strength, uniform thickness, and reduced cure times, streamlining assembly processes.
The Clear Advantage: When and Why to Use Transparent Tapes
While colored electrical tapes are indispensable for safety and identification, clear electrical tape carves out its own niche by offering unique advantages, particularly in applications where visibility and aesthetics are paramount. The “2 clear electrical tape” in our context refers to a common width (2 inches) that provides ample coverage for many applications, combining the benefits of transparency with robust electrical insulation.
- Aesthetic Preservation: In consumer electronics, decorative lighting, or any application where the wiring needs to be discreet, clear electrical tape is invaluable. It allows the underlying surface or wire colors to show through, maintaining the visual integrity of the product. This is particularly useful in artistic installations or custom builds where the appearance is a key design element.
- Label Protection: Clear tape can be used to cover and protect labels, barcodes, or instructional markings on electrical components without obscuring the information. This ensures critical data remains legible and protected from abrasion, moisture, or chemicals.
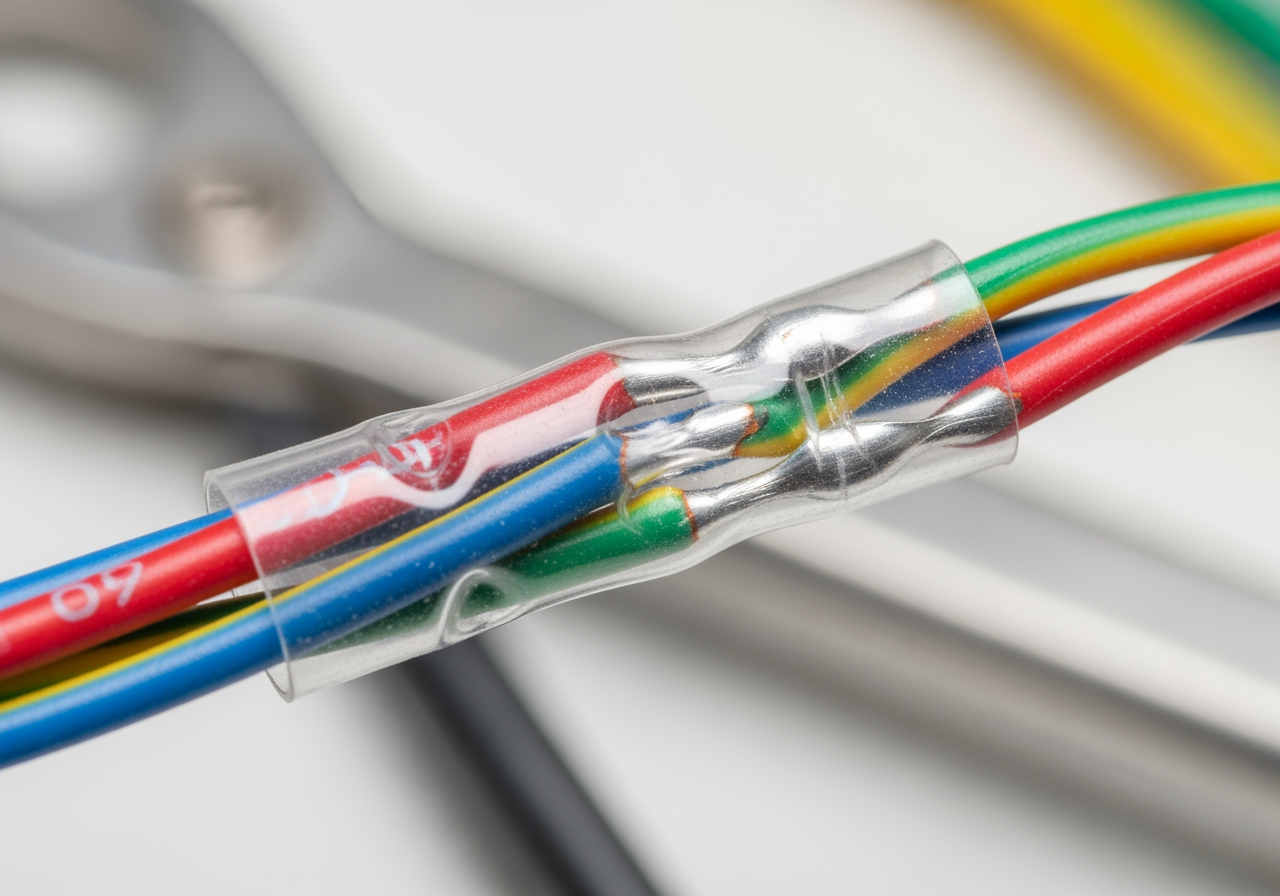
- Splicing Visibility and Inspection Windows: One of the most significant advantages of clear electrical tape is its ability to create “inspection windows.” When splicing wires, especially in complex systems, clear tape allows technicians to visually inspect the quality of the splice, ensuring proper connection and insulation without having to remove the tape. This can be a major time-saver in troubleshooting and quality control.
- Wire Management: In intricate wiring harnesses or control panels, clear tape can secure bundles of wires while still allowing for visual identification of individual wires or their color coding underneath. This aids in organization and future maintenance.
- Distinction from Weather Seal Tape: It is crucial to differentiate clear electrical tape from clear weather seal tape. While both are transparent and tape-based, their primary functions are vastly different. For example, the Frost King 2 in. x 100 ft. Interior/Exterior Clear Plastic Weather Seal Tape, mentioned in our research, is designed for sealing against drafts and moisture, not for electrical insulation. It’s made of plastic with a cold-weather formula and is transparent, but it lacks the dielectric strength and specific adhesive properties required for electrical safety. Its purpose is purely environmental sealing. Clear electrical tape, on the other hand, is specifically engineered to insulate electrical connections, possessing high dielectric strength and often flame-retardant properties. Using weather seal tape for electrical applications would be a significant safety hazard.
- Sourcing Specialized Tapes: For manufacturers seeking these specialized tapes, including high-performance clear electrical tape, sourcing from a reliable provider is essential. A partner that understands the nuances of industrial applications can provide custom solutions. Sourcing these specialized tapes from a reliable provider of Goldkamp Industrial Supplies ensures you get the right product with the necessary performance characteristics for your specific manufacturing needs. This ensures compliance with safety standards and optimal operational efficiency.
Frequently Asked Questions about Industrial Tapes
What is the difference between general-purpose tape and industrial-grade electrical tape?
The distinction between general-purpose tape and industrial-grade electrical tape is profound and critical for safety and performance in manufacturing. Industrial-grade electrical tapes are engineered for specific, demanding applications. They feature significantly higher dielectric strength, which is their ability to resist the passage of an electric current, making them effective insulators for electrical wiring and components. This is in stark contrast to general-purpose tapes, which offer minimal to no electrical insulation.
Furthermore, industrial electrical tapes boast superior adhesion properties, formulated to maintain a secure bond over extended periods and across a wider range of environmental conditions, including temperature fluctuations and exposure to chemicals. They are designed to withstand the rigors of industrial environments, offering greater resistance to abrasion, moisture, and solvents. Many industrial electrical tapes are also flame-retardant and are often certified to meet stringent safety standards like UL (Underwriters Laboratories) listing, ensuring they meet specific safety and performance criteria. General-purpose tapes, such as masking tape or clear office tape, lack these specialized characteristics and certifications, making them unsuitable and potentially dangerous for electrical applications.
How do environmental factors like temperature and UV light affect tape performance?
Environmental factors play a crucial role in the long-term performance and integrity of industrial tapes.
- Temperature: Extreme temperatures can severely compromise tape performance. In cold conditions, adhesives can become brittle, leading to reduced tack, poor conformability, and eventual delamination. The tape backing itself might stiffen and crack. Conversely, high temperatures can cause adhesives to soften, lose their cohesive strength, and flow, resulting in oozing, reduced adhesion, and tape displacement. This is why specialized tapes, like those with cold-weather formulas or high-temperature acrylic/silicone adhesives, are developed to maintain their properties across specific temperature ranges.
- UV Light: Ultraviolet (UV) radiation, particularly from sunlight, is a significant degradative factor for many tapes. Prolonged UV exposure can break down the chemical bonds within both the adhesive and the backing material. This degradation manifests as discoloration (yellowing or fading), embrittlement, loss of elasticity, and a significant reduction in adhesive strength. This leads to the tape becoming brittle, cracking, and ultimately failing to adhere or protect. Tapes designed for outdoor or high-UV environments incorporate UV stabilizers in their formulations to resist these effects, ensuring long-term durability and performance.
What are the key differences between vinyl, fabric, and self-amalgamating tapes?
These three types of tapes serve distinct purposes due to their unique material compositions and performance characteristics:
- Vinyl Tape: As discussed, vinyl (PVC) tape is a highly versatile and widely used electrical insulating tape. Its primary characteristics include excellent conformability, elasticity, and good dielectric strength. It stretches easily to wrap around irregular shapes, providing a tight, moisture-resistant seal. Vinyl tapes are typically pressure-sensitive adhesive tapes, meaning they stick with the application of pressure. They come in various colors for phase identification and are often flame-retardant. Clear electrical tape is typically a vinyl-based product, offering these benefits with the added advantage of transparency.
- Fabric Tape: Fabric tapes, often made from cotton, fiberglass, or polyester fabric, prioritize mechanical strength and abrasion resistance. They offer high tensile strength, making them suitable for bundling, using, and providing robust physical protection against cuts and abrasions. While some fabric tapes are treated to provide electrical insulation, their dielectric strength is generally lower than that of dedicated vinyl electrical tapes. They are less stretchy than vinyl and may not conform as tightly to complex curves, but excel in applications requiring durability and resistance to physical stress.
- Self-Amalgamating Tape: This is a distinct category of tape that operates differently from traditional adhesive tapes. Self-amalgamating tape is a non-adhesive rubber or silicone-based tape that, when stretched and wrapped onto itself, fuses or “amalgamates” into a solid, seamless, rubbery mass. This process creates a waterproof, airtight, and electrically insulating barrier without the need for a sticky adhesive. It is highly conformable, resistant to moisture, UV, and chemicals, and provides excellent dielectric strength. Self-amalgamating tapes are ideal for sealing and insulating cable splices, repairs in wet environments, and creating corrosion-resistant coatings, particularly for outdoor or underground applications where a truly waterproof seal is needed. Unlike vinyl or fabric tapes, it forms a permanent, homogenous layer.
Conclusion: Taping It All Together for Improved Efficiency
In the intricate dance of modern manufacturing, industrial tapes and adhesives are far more than mere accessories; they are indispensable components that underpin efficiency, quality, and safety. From the robust insulation provided by a 2 clear electrical tape to the precise bonding of a specialized acrylic, the thoughtful selection of these materials directly impacts a product’s integrity and a production line’s fluidity.
We’ve explored how understanding backing materials like vinyl, fabric, and polyester, alongside adhesive types such as rubber, acrylic, and silicone, is paramount. Each offers a unique suite of performance characteristics—adhesion, temperature resistance, dielectric strength, and conformability—that must be matched to the specific demands of the application. The clear advantage of transparent tapes, allowing for aesthetic preservation and critical visual inspection, highlights the innovative solutions available in this field.
The careful integration of the right industrial tapes contributes significantly to product quality by ensuring secure bonds, reliable insulation, and protection against environmental factors. This, in turn, improves workplace safety by preventing electrical hazards and providing clear identification or protection where needed. This strategic approach to material selection proves to be highly cost-effective, reducing rework, improving product longevity, and streamlining assembly processes. As manufacturing continues to evolve, the future of adhesive technology promises even greater innovation in materials, offering solutions that are stronger, smarter, and more sustainable, ensuring that these unsung heroes will continue to play a pivotal role in optimizing manufacturing for years to come.

