



From Air to Assets: Exploring Air Separation Units and Processes
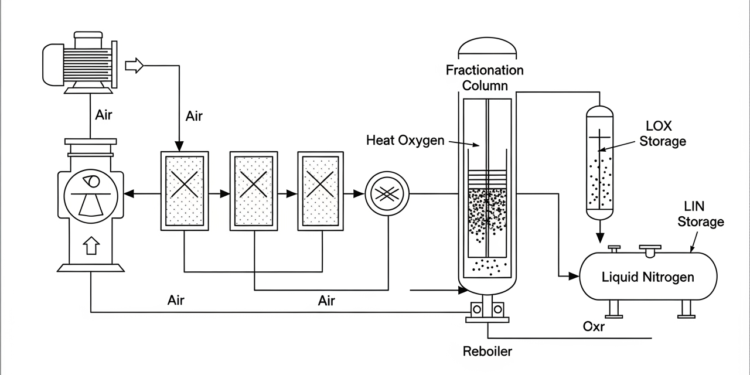
Table of Contents
- 1 The Cryogenic Air Separation Process: A Step-by-Step Guide
- 2 Exploring Different Types of Air Separation Equipment
- 3 The Impact of Air Separation: Applications and Advantages
- 4 The Evolution and Future of Air Separation Technology
- 5 Safety and Environmental Considerations in ASU Operations
- 6 Conclusion: The Indispensable Role of Air Separation
The Cryogenic Air Separation Process: A Step-by-Step Guide
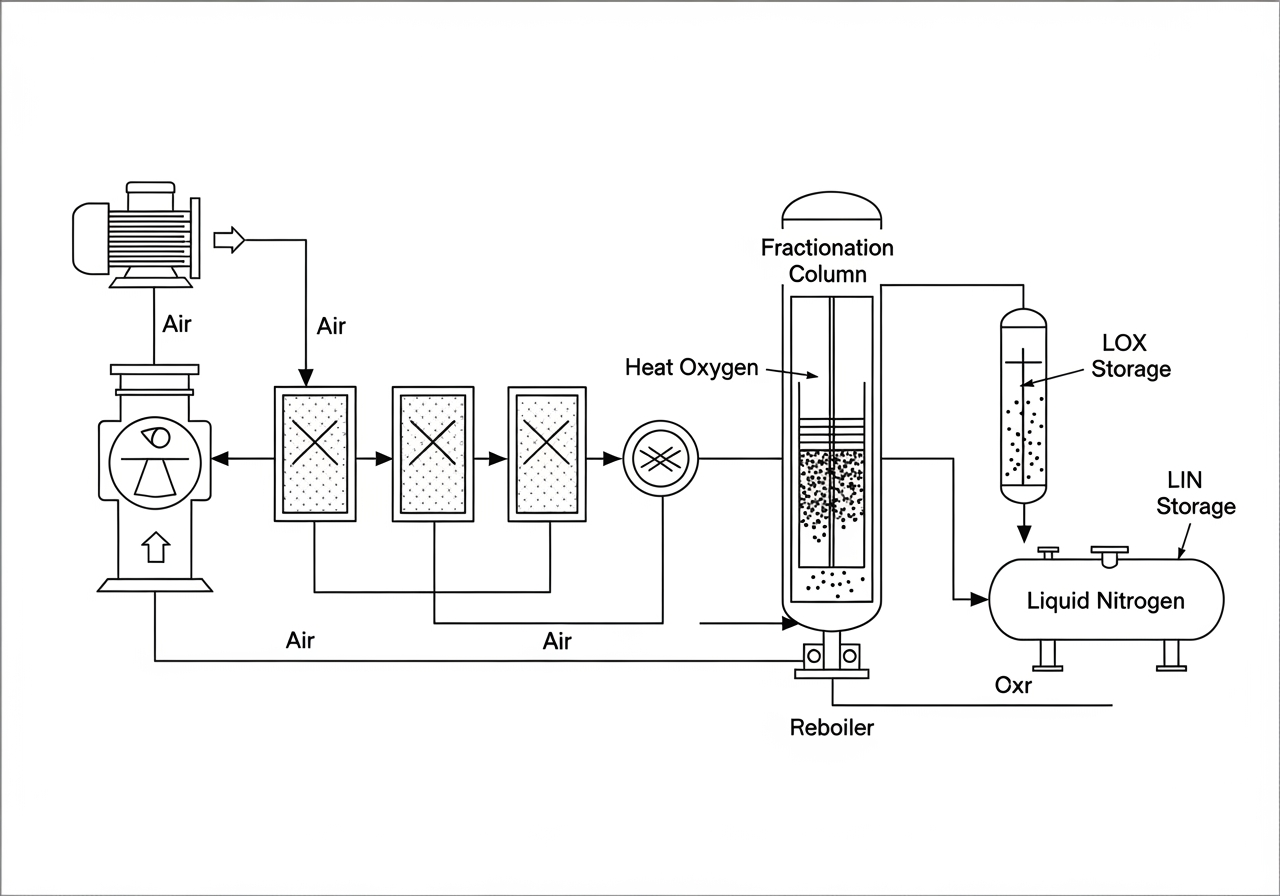
The core of modern air separation technology, especially for producing high-purity industrial gases on a large scale, lies in the cryogenic distillation process. This sophisticated method leverages the fundamental principle of fractional distillation, where different components of a mixture are separated based on their distinct boiling points. It’s a testament to precision engineering, changing ambient air into valuable, purified assets.
Let’s break down the intricate steps involved in this fascinating process:
Step 1: Air Intake and Compression
The journey of air separation begins with drawing in vast quantities of atmospheric air. This air must first undergo rigorous filtering to remove dust, particulates, and other solid contaminants that could damage equipment or compromise the purity of the final products. Once cleaned, the air is directed to a powerful main air compressor. Here, it is compressed to significantly increase its pressure, typically ranging between 5 and 10 bar gauge. This compression is crucial for two reasons: it facilitates the subsequent cooling and liquefaction process, and it helps drive the air through the entire system.
Step 2: Purification and Impurity Removal
Compressed air, even after initial filtering, still contains impurities like water vapor, carbon dioxide, and various hydrocarbons. If these substances were allowed to proceed to the cryogenic sections of the ASU, they would freeze at the extremely low temperatures, causing blockages and potential damage to the delicate equipment. To prevent this, the compressed air is passed through molecular sieve beds. These beds act as highly selective adsorbents, effectively “sieving out” the unwanted moisture, CO2, and hydrocarbons. Zeolite is a common material used in these molecular sieves due to its excellent adsorptive properties. The molecular sieve beds are typically operated in alternating cycles: while one bed purifies the incoming air, another is regenerated by heating and flushing with a dry waste gas stream, ensuring continuous operation.
Step 3: Cooling to Cryogenic Temperatures
With the air now clean and compressed, the next critical step is to cool it down to cryogenic temperatures, meaning extremely low temperatures, often below -150°C (-238°F). This is primarily achieved using a series of highly efficient main heat exchangers. Here, the incoming compressed air is progressively cooled by exchanging heat with the outgoing cold product streams (nitrogen, oxygen, argon) and waste gas.
A significant amount of refrigeration is required to reach these ultra-low temperatures. This is often supplemented by the Joule-Thomson effect, where a gas cools rapidly when it expands from a high-pressure region to a low-pressure region. Modern ASUs also incorporate expansion turbines for additional cooling. These turbines not only generate cold but also recover energy; the output of the expander can help drive the air compressor, significantly improving the overall efficiency of the plant. Cryostar, for instance, provides a wide range of high-reliability cryogenic expanders and process pumps specifically designed for continuous duty applications in ASUs. This continuous cooling eventually leads to the liquefaction of the air.
Step 4: Fractional Distillation and Separation
Once the air is liquefied, it enters the heart of the ASU: the distillation columns. The most common setup is a double-column system, which was a significant historical advancement in air separation technology, established around 1910. This system consists of a high-pressure (HP) column and a low-pressure (LP) column, working in conjunction to achieve precise separation.
The principle relies on the distinct boiling points of the atmospheric gases:
- Nitrogen has the lowest boiling point at -196°C (-321°F).
- Argon has a boiling point of -186°C (-303°F).
- Oxygen has the highest boiling point among the primary components at -183°C (-297°F).
In the high-pressure column, the liquefied air undergoes initial separation. Nitrogen, with its lower boiling point, rises to the top as a gas, while an oxygen-rich liquid accumulates at the bottom. This oxygen-rich liquid is then transferred to the low-pressure column. Further distillation occurs in the low-pressure column, where more precise separation takes place. Nitrogen continues to boil off first, followed by argon, and finally oxygen. Argon, having a boiling point between oxygen and nitrogen, typically concentrates in the middle section of the low-pressure column and is often drawn off to a separate argon purification column for further refining, achieving purities that can be critical for industries like semiconductor manufacturing. The cryogenic separation process requires a very tight integration of heat exchangers and separation columns to obtain good efficiency.
Step 5: Collection and Storage
After separation, the purified gases are collected. Depending on the specific requirements of the end-user, these products can be withdrawn as either gases or liquids. Liquid nitrogen (LIN), liquid oxygen (LOX), and liquid argon (LAR) are stored in insulated cryogenic tanks. Gaseous products can be compressed and stored in high-pressure cylinders or, more commonly for large volumes, distributed directly to industrial users via pipelines. The high purity levels achieved through this process make these gases suitable for a vast array of critical applications, from medical use to advanced manufacturing.
Exploring Different Types of Air Separation Equipment
The world of air separation is diverse, offering a spectrum of technologies custom to different purity requirements, production volumes, and operational considerations. While cryogenic ASUs are paramount for high-purity, large-scale production, other methods exist for specific applications. The choice of air separation equipment often depends on the specific industrial demand and the desired characteristics of the separated gases.

Cryogenic Air Separation Units (ASUs)
As we’ve detailed, cryogenic ASUs are the workhorses for producing industrial gases with exceptional purity. These units can achieve oxygen purities up to 99.95% and nitrogen purities with less than 1 PPM oxygen, along with high-purity argon. Their ability to generate such high purities and vast quantities makes them indispensable for industries requiring large volumes of industrial gases. The economies of scale achieved through cryogenic ASUs mean that, for high-volume users, they offer a highly cost-effective means of production. This method is particularly efficient for continuous, large-scale operations, leading to reduced per-unit production costs over time. For businesses seeking robust and efficient solutions for their industrial gas needs, exploring comprehensive options like Prater air separation equipment can provide the necessary scale and reliability.
Non-Cryogenic Technologies
While cryogenic distillation dominates the high-purity, large-volume market, non-cryogenic technologies offer viable alternatives for specific niches, especially where ultra-high purity or very large volumes are not the primary concern.
- Pressure Swing Adsorption (PSA) and Vacuum Pressure Swing Adsorption (VPSA): These methods separate gases based on their molecular characteristics and affinity for an adsorbent material (like zeolite). Air is passed under pressure through a vessel containing the adsorbent, which preferentially adsorbs one gas (e.g., nitrogen) while allowing the other (e.g., oxygen-enriched air) to pass through. When the adsorbent is saturated, the pressure is reduced (or a vacuum is applied in VPSA), releasing the adsorbed gas. PSA and VPSA are typically used for producing oxygen or nitrogen with lower purities (e.g., 90-95% oxygen) and in smaller to medium volumes. They are often favored for their simpler design, faster startup, and lower capital cost compared to cryogenic ASUs.
- Membrane Separation: This technology uses semi-permeable membranes to separate gases. As compressed air flows across the membrane, different gases permeate through the membrane material at varying rates due to differences in molecular size and solubility. For example, oxygen permeates faster than nitrogen, allowing for the production of nitrogen-enriched or oxygen-enriched air. Membrane systems are compact, require minimal maintenance, and are ideal for smaller-scale, on-site nitrogen generation or for applications requiring oxygen-enriched air, such as in certain combustion processes or medical settings where high purity is not critical.
Each non-cryogenic method has its own set of advantages and limitations regarding purity, capacity, and energy consumption, making them suitable for distinct operational requirements.
Modular vs. Custom-Engineered Plants
The design and deployment of air separation equipment also vary significantly to meet diverse industrial needs:
- Modular ASUs: These units are pre-fabricated in modules and can be transported to the site for assembly. The benefits of modular design include faster installation times, reduced on-site construction costs, and greater flexibility for relocation or expansion. Containerized units are a prime example, offering ease of transport, assembly, commissioning, and installation. They are often ideal for projects with tighter timelines or in remote locations, or for emerging markets where smaller, more adaptable solutions are needed. Linde, for instance, offers modular air separation plants designed to set new standards in compactness and efficiency.
- Custom-Engineered Plants: For mega-scale projects, highly specialized purity requirements, or complex site integrations, custom-engineered ASUs are the preferred choice. These plants are designed from the ground up to meet the exact specifications of a particular industrial process. This approach allows for optimal efficiency, integration with existing infrastructure, and the production of specific gas mixtures or ultra-high purity levels. Companies like SIAD offer comprehensive lines of custom-engineered air separation plants, capable of producing high-purity medical and industrial-grade oxygen, nitrogen, and argon through cryogenic distillation. These custom solutions are often found in industries like electronics, petrochemicals, and large-scale steel production.
The decision between modular and custom-engineered solutions hinges on factors such as production capacity, purity demands, budget, project timeline, and site-specific constraints.
The Impact of Air Separation: Applications and Advantages
The gases produced by air separation equipment are far from mere atmospheric components; they are critical industrial commodities, forming the backbone of numerous global industries. The demand for high-purity oxygen, nitrogen, and argon reflects their indispensable roles in processes ranging from life-saving medical treatments to advanced manufacturing and sustainable energy solutions.

Critical Applications Across Industries
The pervasive influence of air separation units (ASUs) can be seen in their widespread adoption across vital sectors:
- Healthcare: Medical-grade oxygen is perhaps one of the most recognized applications. It is essential for patient care, respiratory therapy, surgical procedures, and emergency services. Nitrogen is also used in healthcare for cryopreservation of biological samples and as a component in various medical gas mixtures.
- Industrial & Manufacturing: This sector is a colossal consumer of ASU-produced gases. Oxygen is fundamental to basic oxygen steelmaking, significantly enhancing efficiency and reducing impurities. It’s also vital for metal fabrication processes like welding, cutting, and brazing, as well as in chemical production for oxidation reactions. Nitrogen, on the other hand, is widely used as an inert atmosphere to prevent oxidation, for purging, blanketing, and pressure testing in various manufacturing processes.
- Electronics: The semiconductor and microchip manufacturing industries demand ultra-high purity nitrogen and argon. These gases are used in cleanrooms to create inert atmospheres, prevent contamination during fabrication, and for etching processes. The slightest impurity can ruin sensitive electronic components, making high-purity ASU products indispensable.
- Food & Beverage: Nitrogen plays a crucial role in the food and beverage industry, particularly in modified atmosphere packaging (MAP). By displacing oxygen, nitrogen helps to preserve freshness, extend shelf life, and prevent spoilage of packaged foods and beverages. It’s also used for chilling, freezing, and inerting storage tanks.
- Energy: Oxygen is increasingly critical in the energy sector. It improves combustion efficiency in power plants, leading to reduced emissions and greater output. In coal gasification and Integrated Gasification Combined Cycle (IGCC) complexes, oxygen is supplied in large quantities for the production of syngas, a versatile feedstock for fuels and chemicals. Nitrogen is also used in natural gas conditioning and for improved oil recovery. The demand for industrial gases is directly influencing the development and deployment of ASUs, especially with the global shift towards cleaner energy solutions, including hydrogen production for fuel cells.
Key Advantages of Modern ASUs
The widespread adoption of ASUs is driven by several compelling advantages:
- Cost-Effectiveness: The air separation process offers a cost-effective means of producing high-purity gases compared to other methods. By generating them in large quantities, ASUs achieve significant economies of scale, leading to reduced per-unit production costs over time.
- High Purity Levels: Modern ASUs are engineered to deliver gases with exceptional purity, often exceeding 99.95% for oxygen and near-total absence of impurities for nitrogen. This level of purity is non-negotiable for sensitive applications in electronics, healthcare, and specialized chemical processes.
- Large Quantity Production: ASUs are capable of producing industrial gases in massive volumes, ranging from hundreds to thousands of tons per day. This capacity meets the continuous, high-demand requirements of large industrial complexes and regional supply networks.
- High Reliability for Continuous Duty: Designed for 24/7 operation, ASUs are built with robust components and redundant systems to ensure uninterrupted supply. This continuous duty capability is vital for industries where a halt in gas supply could lead to significant production losses or safety hazards.
- Energy Efficiency: Ongoing innovations in ASU design, including improved heat exchangers and high-efficiency turboexpanders, have led to significant reductions in power consumption. For example, some leading providers have achieved a 15% drop in average ASU power consumption over the last 10 years, contributing to lower operating costs and a smaller environmental footprint.
- Reduced Per-Unit Production Cost: The combination of large-scale production, high efficiency, and advanced process controls translates into a lower total cost of ownership (TCO) for ASU operators. Some companies have reported TCO savings of 19% in the operation of their plants over the last decade, making ASUs an economically attractive solution for industrial gas supply.
The Evolution and Future of Air Separation Technology
The journey of air separation technology is a fascinating narrative of scientific findy, engineering ingenuity, and continuous refinement. From its academic origins to its current status as a cornerstone of global industry, ASUs have undergone remarkable changes, with innovations constantly pushing the boundaries of efficiency and capability.
A Brief History of Air Separation
The scientific foundation for air separation was laid by Carl von Linde, who, in 1895, first liquefied air in significant quantities. This pioneering work led to the development of the first air separation unit (ASU) in 1902, capable of producing oxygen. Just two years later, in 1904, the first plant for producing nitrogen was also delivered.
A pivotal advancement came in 1910 with the introduction of the double-column system for cryogenic rectification. This innovation became the fundamental design for modern cryogenic ASUs, enabling the simultaneous and efficient production of both pure oxygen and pure nitrogen. Over the decades, further milestones included making pure argon production economically viable through rectification and replacing external gas compression systems with more efficient internal solutions in 1978. These historical developments underscore a century of technological progress, constantly improving the efficiency, capacity, and purity of air separation.
Innovations Driving Efficiency in Air Separation Equipment
Modern ASUs are far more sophisticated than their early predecessors, incorporating a host of innovations aimed at maximizing efficiency, reliability, and cost-effectiveness:
- Advanced Process Control (PLC) and Remote Monitoring: Contemporary ASUs use sophisticated PLC-based control systems with operator-friendly Human-Machine Interfaces (HMIs). These systems enable unattended operation and comprehensive remote monitoring, allowing operators to track performance, diagnose issues, and optimize processes from a central location. This significantly improves operational flexibility and responsiveness.
- Improved Heat Exchangers: The tight integration of heat exchangers and separation columns is critical for efficiency. Advances in plate-fin heat exchangers (PFHEs) have led to more compact designs with higher thermal efficiency, reducing energy consumption.
- High-Efficiency Turboexpanders: As noted earlier, modern ASUs use expansion turbines not just for cooling but also for energy recovery. These turboexpanders are highly efficient, with companies like Cryostar providing solutions suitable for continuous duty. The energy generated by these expanders helps to offset the power required for air compression, contributing to overall energy savings.
- Reduced Power Consumption and Lower Total Cost of Ownership (TCO): The cumulative effect of these innovations has been a dramatic improvement in the energy footprint of ASUs. Some leading manufacturers have reported a 15% drop in average ASU power consumption over the last 10 years. This, coupled with improved reliability and optimized maintenance strategies, has led to significant reductions in the total cost of ownership, with some operators achieving 19% TCO savings over the same period. These advancements ensure that air separation remains an economically viable and environmentally responsible method for industrial gas production.
Future Trends and Outlook for Air Separation Equipment
The future of air separation technology is ready for continued innovation, driven by evolving industrial demands, environmental concerns, and the relentless pursuit of greater efficiency:
- Increased Automation and AI Integration: Expect to see even higher levels of automation, with AI-driven predictive maintenance and operational optimization becoming standard. This will further improve reliability, reduce human intervention, and fine-tune energy usage.
- Integration with Renewable Energy Sources: As industries decarbonize, ASUs will increasingly be designed to integrate seamlessly with renewable energy grids. This might involve flexible operating modes that adapt to intermittent power supply or direct use of green electricity for compression.
- Higher Efficiency Designs: Research and development will continue to focus on improving thermodynamic efficiency, potentially through novel heat exchange concepts, advanced distillation column internals, and more efficient turbomachinery. The goal is to minimize energy input per unit of gas produced.
- Smaller Plant Footprints: Modular and compact designs will continue to evolve, allowing for easier deployment in urban areas or space-constrained industrial sites. This trend also supports the growth of on-site gas generation for smaller-scale users.
- Growing Demand from Clean Energy Sectors: The burgeoning clean energy economy, particularly the production of green hydrogen, will significantly drive demand for oxygen. ASUs will play a crucial role in supplying the necessary oxygen for electrolysis or other hydrogen production pathways, positioning them as key enablers of a sustainable future. The continuous evolution of Prater air separation equipment will be vital in meeting these new and expanding industrial requirements.
- Focus on Sustainability: Beyond energy efficiency, future ASUs will prioritize overall environmental impact, including reduced water usage, minimal waste generation, and potentially even carbon capture integration.
Safety and Environmental Considerations in ASU Operations
Operating air separation equipment, particularly large-scale cryogenic ASUs, involves handling high pressures, extremely low temperatures, and highly concentrated gases. Therefore, ensuring safety and minimizing environmental impact are paramount. Industry best practices and stringent regulations govern the design, construction, and operation of these facilities.
Ensuring Operational Safety
Safety in ASU operations is multifaceted, addressing both personnel protection and process integrity:
- Oxygen Enrichment Hazards: Oxygen, while essential for life, is a powerful oxidizer. An oxygen-enriched atmosphere significantly increases the flammability of materials and the intensity of fires. ASUs are designed with meticulous attention to preventing oxygen leaks and ensuring proper ventilation to avoid hazardous concentrations.
- Handling Cryogenic Liquids: Liquid oxygen (LOX), liquid nitrogen (LIN), and liquid argon (LAR) are stored and transported at extremely low temperatures. Contact with these cryogenic liquids can cause severe frostbite. Equipment handling these liquids must be properly insulated, and personnel must use appropriate personal protective equipment (PPE).
- Pressure Vessel Safety: ASUs operate with compressed air and gases at high pressures. All pressure vessels, piping, and components must be designed, manufactured, and maintained according to strict international codes and standards (e.g., ASME, CE PED) to prevent ruptures or leaks. Regular inspections and maintenance are critical.
- Explosion-Proof Design: While rare, the presence of hydrocarbons (even trace amounts) in an oxygen-rich cryogenic environment can pose an explosion risk. ASUs incorporate design features and operational protocols to minimize hydrocarbon ingress and ensure their complete removal during the purification stage. This includes the use of molecular sieves and careful monitoring.
- Emergency Systems: Comprehensive emergency shutdown systems, fire suppression systems, and gas detection systems are integral to ASU safety. Operators are rigorously trained to respond to potential incidents, and regular drills are conducted to ensure preparedness.
Environmental Impact and Sustainability
Modern ASU operations are increasingly focused on minimizing their environmental footprint:
- Energy Consumption: ASUs are energy-intensive due to the power required for air compression and refrigeration. However, continuous advancements in design, such as more efficient compressors, expanders, and heat exchangers, have significantly reduced energy consumption. For instance, some companies have achieved a 15% drop in average ASU power consumption over the last decade, translating to lower greenhouse gas emissions.
- Carbon Footprint Reduction: By optimizing energy efficiency and, where possible, integrating with renewable energy sources, ASUs contribute to a lower carbon footprint. The gases produced by ASUs are also critical enablers for other industries to reduce their emissions, such as oxygen for cleaner combustion or nitrogen for inerting processes.
- Water Usage: Water is used in ASUs primarily for cooling and, in some cases, for steam generation (e.g., for molecular sieve regeneration). Efforts are ongoing to reduce water consumption through optimized cooling systems and water recycling.
- Emission Control: While ASUs primarily separate atmospheric air, processes like molecular sieve regeneration might involve the release of trace impurities. Modern designs and operational practices aim to minimize these emissions and ensure compliance with environmental regulations.
- Sustainable On-Site Generation Models: The trend towards on-site gas generation, facilitated by modular ASUs and other technologies, reduces the need for gas transportation, lowering associated emissions from logistics. This model offers a more sustainable supply chain for industrial gases.
The commitment to Health, Safety, Environment, and Quality (HSEQ) standards is a cornerstone of the industrial gas industry. Providers continuously invest in research and development to make ASU operations safer, more efficient, and environmentally responsible, ensuring that these vital industrial assets contribute positively to both economic progress and environmental stewardship.
Conclusion: The Indispensable Role of Air Separation
From the air we breathe, air separation equipment extracts the vital gases that fuel industries, safeguard health, and propel technological advancement. The Air Separation Unit (ASU), particularly through the cryogenic distillation process, stands as a marvel of chemical engineering, carefully changing a ubiquitous resource into high-purity oxygen, nitrogen, argon, and even rarer noble gases.
We’ve explored the intricate step-by-step process, from initial air intake and compression to meticulous purification, cryogenic cooling, and precise fractional distillation, culminating in the collection of purified gaseous and liquid products. We’ve also examined the diverse landscape of air separation technologies, contrasting the high-purity, large-scale capabilities of cryogenic ASUs with the specialized applications of non-cryogenic methods like PSA, VPSA, and membrane separation, as well as the flexibility offered by modular versus custom-engineered plant designs.
The impact of air separation is profound and far-reaching, touching nearly every facet of modern life. From providing life-sustaining oxygen in healthcare and enhancing combustion efficiency in energy production, to enabling advanced manufacturing in steel and electronics, and preserving freshness in the food and beverage industry, the gases produced by ASUs are truly indispensable. Modern ASUs offer significant advantages in cost-effectiveness, purity, production capacity, reliability, and energy efficiency, continuously pushing the boundaries of what’s possible.
The history of air separation is a story of continuous innovation, marked by pioneering findies and relentless technological progress. Looking ahead, the future of air separation equipment promises further advancements in automation, integration with renewable energy, and an even greater focus on sustainability, particularly as the demand from clean energy sectors like hydrogen production grows.
Crucially, the operation of these complex facilities is underpinned by an unwavering commitment to safety and environmental responsibility. Strict adherence to operational safety protocols and a proactive approach to minimizing environmental impact are paramount, ensuring that ASUs not only deliver economic value but also operate in harmony with our planet.
Air separation equipment transforms the invisible into the invaluable, playing an unseen yet critical role in shaping our modern industrial world and paving the way for future innovations. It truly turns air into assets, demonstrating the remarkable potential of engineering to harness natural resources for human benefit.

