



The Long-Term Value of Investing in Custom-Made Industrial Machinery

Table of Contents
- 1 Why Standard Equipment Falls Short in Specialized Industries
- 2 The Strategic Advantages of Investing in Custom Industrial Machinery
- 3 Case Study: Customization in Material Separation Technology
- 4 Key Considerations for Commissioning Custom-Built Equipment
- 5 Conclusion: A Worthwhile Investment in Your Operational Future
Why Standard Equipment Falls Short in Specialized Industries
 In the complex world of industrial operations, achieving peak efficiency and consistent output is a constant challenge. Off-the-shelf machinery often provides a starting point, but it rarely meets the precise demands of specialized processes. This gap can lead to bottlenecks, wasted resources, and missed opportunities.
In the complex world of industrial operations, achieving peak efficiency and consistent output is a constant challenge. Off-the-shelf machinery often provides a starting point, but it rarely meets the precise demands of specialized processes. This gap can lead to bottlenecks, wasted resources, and missed opportunities.
We understand that true operational excellence often comes from equipment designed for a specific purpose. Investing in custom-made industrial machinery is not just about a purchase; it’s about securing a strategic asset for the future.
In this guide, we will explore the significant long-term value that custom solutions offer. We will discuss how tailoring equipment to your exact specifications can boost performance, ensure seamless integration, and provide superior durability. We will also examine how this approach, particularly with advanced material separation technologies like shaker screeners, can transform your processing capabilities.

In many industrial settings, the allure of readily available, mass-produced equipment is strong. Standard specifications and off-the-shelf machinery promise quick deployment and often a lower initial cost. However, for operations with unique material properties, specific throughput requirements, or intricate process flows, these standard solutions frequently fall short. The result can be a cascade of operational bottlenecks, persistent inefficiencies, and ultimately, a failure to meet the full potential of a production line.
The true cost of standard machinery often extends far beyond the purchase price. When equipment isn’t perfectly aligned with your process, it can lead to suboptimal performance, increased downtime, and a higher total cost of ownership over its lifespan. This is where the long-term value of custom-made solutions becomes undeniably clear.
The Limitations of One-Size-Fits-All Solutions
While standard industrial machinery serves a broad market, its inherent design compromises can become significant problems for specialized applications. We frequently observe several key limitations when businesses attempt to force a generic solution into a highly specific role:
- Production Constraints: Off-the-shelf machines are built to average specifications. This means they might not handle the required production volume, speed, or continuous operation demands of a specialized process. This can lead to underutilization or, conversely, overstraining the equipment, both of which are inefficient.
- Material Incompatibility: Industrial processes often involve materials with unique characteristics – be it extreme abrasiveness, high moisture content, stickiness, delicate composition, or specific chemical properties. Standard equipment might not be constructed from appropriate materials, leading to premature wear, corrosion, contamination, or ineffective processing.
- Integration Challenges: Fitting a generic machine into an existing production line can be akin to forcing a square peg into a round hole. It may require extensive modifications to surrounding infrastructure, custom interfaces, or even a complete redesign of the workflow, all of which add unforeseen costs and complexity.
- Higher Operational Costs: When equipment isn’t optimized for its task, it can consume more energy, require more frequent maintenance, or necessitate additional labor to compensate for its shortcomings. These factors accumulate, driving up operational expenses significantly over time.
- Compromised Product Quality: Inadequate machinery can directly impact the quality of the end product. Whether it’s inconsistent sizing, insufficient separation, material degradation, or contamination, these issues can lead to increased waste, rework, and damage to brand reputation.
These limitations underscore a fundamental truth: while standard equipment has its place, it often represents a compromise that can hinder innovation and profitability in specialized industrial environments.
Defining Custom Industrial Machinery
In contrast to the limitations of off-the-shelf options, custom industrial machinery is born from a philosophy of precision and purpose. It represents an investment in equipment carefully crafted to meet the exact demands of a specific application. When we talk about custom industrial machinery, we refer to several key characteristics:
- Bespoke Design: This means the equipment is designed from the ground up, or significantly modified, to fit a client’s unique operational requirements. Every component, from the frame structure to the control system, is selected or engineered with the specific application in mind.
- Application-Specific Engineering: Our engineering teams dig deep into the client’s process, understanding the material properties, desired output, environmental conditions, and existing infrastructure. This allows us to apply engineering principles directly to the problem at hand, ensuring optimal functionality and efficiency.
- Custom Functionality: Custom machines often incorporate features or capabilities that are simply not available in standard models. This could include specialized agitation systems for difficult materials, unique discharge configurations, integrated sensors for real-time data, or advanced automation interfaces.
- Material Selection: The choice of construction materials is critical and is dictated by the process. For corrosive environments, stainless steel or other alloys might be chosen. For abrasive materials, wear-resistant liners or hardened components are incorporated. For sanitary applications, food-grade materials and finishes are paramount.
- Scalability: Custom designs can be engineered with future growth in mind. Whether it’s designing for easy capacity upgrades or ensuring compatibility with future technological advancements, custom machinery offers a level of future-proofing that standard solutions often lack.
Custom industrial machinery is about eliminating compromise. It’s about creating a solution that integrates seamlessly, performs optimally, and delivers long-term value by addressing the specific challenges of your operation head-on.
The Strategic Advantages of Investing in Custom Industrial Machinery

Investing in custom industrial machinery moves beyond simply acquiring equipment; it’s a strategic decision that can redefine an operation’s capabilities and competitive standing. When we partner with clients to develop custom solutions, we consistently observe transformative benefits, including significantly increased throughput, improved safety protocols, substantial reductions in waste, and a distinct competitive advantage in the marketplace. This strategic approach ensures that every dollar invested contributes directly to operational excellence and long-term business growth.
Achieving Peak Performance and Efficiency
The primary driver behind opting for custom industrial machinery is the pursuit of unparalleled performance and efficiency. Unlike generic equipment, a custom-built solution is inherently designed to integrate flawlessly into your existing workflow and optimize every facet of your operation.
- Optimized Workflow: Custom machinery is engineered to complement your specific production sequence, eliminating unnecessary steps, reducing material handling, and streamlining the entire process. This holistic approach ensures that material flows smoothly, minimizing bottlenecks and maximizing continuous operation.
- Process-Specific Features: Every unique challenge in your process can be met with a custom feature. For example, if you’re dealing with materials prone to sticking, a custom screener might incorporate specialized vibratory patterns or anti-blinding mechanisms. These bespoke features directly address inefficiencies that standard equipment cannot.
- Energy Consumption: Custom designs allow for the precise sizing of motors and components, ensuring that the machine operates at its most energy-efficient point for your specific load and desired output. This contrasts with oversized or undersized standard equipment that can waste energy or struggle to perform.
- Cycle Times: By optimizing every movement and function, custom machinery can significantly reduce cycle times, leading to higher production rates and increased output per shift. This direct impact on productivity translates into substantial economic benefits.
- Durable Custom Industrial Machinery: The commitment to custom solutions often extends to the quality of construction. We believe in building robust equipment that withstands the rigors of continuous industrial use. This focus on superior durability ensures consistent performance over extended periods, contributing directly to an operation’s overall efficiency and reliability.
By focusing on these elements, custom machinery doesn’t just perform a task; it lifts the entire operational standard, delivering peak performance and efficiency that off-the-shelf alternatives simply cannot match.
Ensuring Seamless Integration and Future-Proofing
One of the most compelling advantages of custom industrial machinery lies in its ability to integrate flawlessly into existing operations and adapt to future needs. This level of foresight is difficult, if not impossible, to achieve with standard equipment.
- System Compatibility: Custom machines are designed to communicate and interact seamlessly with your current control systems, material handling equipment, and data infrastructure. This eliminates costly and complex retrofits, ensuring a cohesive and efficient production line from day one.
- Facility Footprint: Space is often a premium in industrial facilities. Custom equipment can be designed to fit precisely within available floor space, optimizing layout and minimizing disruption to other operations. This can be particularly beneficial in older facilities or those with unique architectural constraints.
- Automation Integration: As industries move towards smarter factories, the ability to integrate with advanced automation and Industry 4.0 technologies is crucial. Custom machinery can be built with these capabilities in mind, allowing for sophisticated monitoring, remote control, and predictive maintenance, paving the way for fully automated processes.
- Adaptability for Future Needs: A custom solution can incorporate design elements that allow for future modifications or expansions. This might include modular components, adjustable settings, or provisions for additional functionalities down the line, ensuring the equipment remains relevant and productive as your business evolves.
- Upgradability: The inherent flexibility of custom design means that as new technologies emerge or production requirements change, the machinery can often be upgraded rather than replaced entirely. This protects your investment and extends the useful life of the asset.
Custom industrial machinery is an investment in stability and growth. It not only solves today’s problems with precision but also provides a resilient foundation for tomorrow’s challenges.
The Long-Term Benefits of Superior Durability and Construction
The initial investment in custom industrial machinery might be higher than off-the-shelf alternatives, but this is often offset by significantly improved durability and reduced long-term costs. We prioritize robust construction and material integrity, understanding that these factors are critical for sustained operational success.
- Heavy-Duty Materials: Custom equipment is built with materials specifically chosen for the application’s demands. This often means using thicker gauges of steel, specialized alloys, or reinforced components that are designed to withstand continuous stress, abrasion, or corrosive environments far better than standard commercial-grade materials.
- Carbon Steel and Stainless Steel: For general industrial applications, heavy-duty carbon steel provides exceptional structural integrity. However, for industries requiring strict hygiene, resistance to corrosion, or compatibility with food-grade materials, custom solutions can be fabricated entirely from high-grade stainless steel. This choice of material extends the equipment’s life and ensures compliance with industry standards.
- Reduced Maintenance: The combination of superior design, application-specific engineering, and high-quality materials directly translates to fewer breakdowns and less frequent maintenance. Components are often oversized for their expected load, bearings are chosen for longevity, and wear parts are designed for easy replacement, minimizing downtime and maintenance costs.
- Extended Equipment Lifespan: A custom machine built with durability in mind will simply last longer. This extended operational life means a lower depreciation rate and a higher return on investment over many years, postponing the need for costly replacements.
- Building for Corrosive Environments: Specific industries, such as chemical processing or certain agricultural applications, involve highly corrosive materials. Custom machinery can be designed with specialized coatings, material choices (e.g., specific grades of stainless steel or plastics), and construction techniques to resist degradation, ensuring reliable performance where standard equipment would quickly fail.
The emphasis on superior durability and construction in Durable custom industrial machinery is not merely about robustness; it’s about safeguarding your investment, ensuring consistent uptime, and reducing the overall cost of ownership throughout the equipment’s extended lifecycle.
Case Study: Customization in Material Separation Technology
To illustrate the profound impact of custom industrial machinery, we can turn to the critical field of material separation. Shaker screeners are indispensable tools for processing a vast array of materials, performing essential functions like material screening, particle sizing, sifting, and grading. However, the effectiveness of a shaker screener is directly tied to its ability to precisely match the unique characteristics of the material and the desired separation outcome. This is where customization truly shines, changing a basic separation task into a highly efficient and precise operation.
How a Custom Shaker Screener Works
A shaker screener operates on a deceptively simple yet highly effective principle: using vibratory motion to separate materials by particle size. However, in a custom-engineered unit, every aspect of this process is finely tuned for optimal performance.
The fundamental mechanism involves a screen box containing one or more mesh decks. Material is fed onto the top deck, and the entire screen box is subjected to a precise vibratory motion. This motion causes the material to “dance” and travel across the screen surface.
Key elements of a custom shaker screener’s operation include:
- Vibratory Motion: The type, amplitude, and frequency of vibration are critical. Custom screeners can employ various drive mechanisms to generate specific motion patterns—linear, circular, or elliptical—each optimized for different material types and separation goals. For instance, some advanced designs incorporate an eccentric-less drive, which provides a vigorous yet smooth screen action, enhancing efficiency without the wear and tear associated with traditional eccentric mechanisms.
- Material Stratification: The vibratory action doesn’t just move material; it causes it to stratify. Finer, smaller particles tend to work their way down through the bed of material, coming into contact with the screen mesh. Larger particles remain on top. This stratification is crucial for efficient separation.
- Screen Decks: Shaker screeners can feature multiple decks, typically arranged in a cascading fashion. Each deck has a progressively finer mesh size. As material passes from one deck to the next, it undergoes successive stages of separation, allowing for the creation of multiple product streams with precise particle size distributions.
- Particle Separation: Particles smaller than the mesh openings pass through the screen (undersize), while larger particles are retained on the screen surface and discharged at the end (oversize). The efficiency of this separation is a hallmark of a well-designed custom shaker screener.
In a custom shaker screener, these principles are not just applied; they are perfected. The motion, the screen material, the deck configuration, and even the discharge points are all engineered to work in harmony, delivering superior separation results for even the most challenging materials.
Tailoring a Screener to Your Specific Application
The true power of a custom shaker screener lies in its ability to be precisely configured to match the unique demands of any material separation task. We offer a comprehensive range of customizable features that allow us to engineer a screener that is not just functional, but optimally efficient for your specific application.
Here are some of the key customizable features we consider:
- Custom Deck Configurations: Depending on the number of desired particle size fractions, screeners can be built with single, double, triple, or even up to ten deck configurations. This allows for multiple separations within a single machine, maximizing efficiency and reducing the need for additional equipment.
- Split-Stream Styles: For applications requiring high scalping capacity or simultaneous processing of different material streams, split-stream designs allow products to pass over the top and bottom decks concurrently, effectively doubling the screening area for specific fractions.
- Mesh Size Selection: The choice of screen mesh is paramount for achieving the desired particle size. Custom screeners can accommodate a vast range of mesh sizes, enabling precision sizing of dry granular materials from approximately 1 ½ inches down to 300 microns. This precision is critical for product quality and consistency.
- Aperture Range: Beyond just mesh size, the specific aperture (opening) shape and material (e.g., woven wire, perforated plate) can be customized based on material characteristics, flow properties, and desired separation efficiency.
- Ball Agitation Systems: For materials prone to blinding (where particles get stuck in the mesh openings), custom screeners often integrate ball agitation systems. These systems use cleaning balls (made from gum rubber, polyurethane, silicone, or spring steel wire-wound, depending on temperature and application) housed in compartments beneath the screen. The vibratory motion causes these balls to bounce against the underside of the screen, dislodging trapped particles and maintaining optimal screening efficiency. This is a crucial feature for processing sticky or damp materials.
- Dust Covers and Enclosed Models: To maintain a clean working environment, prevent cross-contamination, or handle hazardous materials, custom screeners can be equipped with dust covers or fully enclosed designs. These features are essential for compliance with environmental regulations and ensuring product purity.
By carefully tailoring these features, we ensure that every custom shaker screener we build is not just a piece of equipment, but a highly optimized solution designed to deliver superior separation, efficiency, and reliability for your unique process.
Meeting the Demands of Diverse Industries with Custom Solutions
The versatility and precision offered by custom shaker screeners make them indispensable across a wide spectrum of industries, each with its own unique material processing demands. Our ability to engineer application-specific solutions allows us to meet these varied requirements effectively.
- Agriculture: In agriculture, custom screeners are vital for cleaning, grading, and sizing grains, seeds, and other agricultural products. They ensure consistent quality for planting, processing, and packaging.
- Food Processing: For food ingredients and finished food products, sanitary design and precise separation are paramount. Custom screeners handle everything from sifting flour and spices to grading nuts and separating cereals, meeting stringent hygiene standards.
- Minerals: The mining and minerals industry relies on screeners for sizing ores, aggregates, sand, and other raw materials, often under harsh, abrasive conditions. Custom designs ensure durability and efficient separation of various mineral types.
- Plastics: In plastics recycling and manufacturing, screeners are used to separate different pellet sizes, remove fines, or clean recycled plastic flakes, contributing to product quality and resource recovery.
- Animal Feed: Custom screeners ensure the consistent sizing and quality of animal feed pellets, meals, and ingredients, which is crucial for animal nutrition and efficient feed production.
The range of materials that can be processed by custom screeners is extensive, including but not limited to:
- Almonds, Nuts, Beans, Corn, Oats, Rice, Seeds, Soybeans, Wheat
- Animal Feed, Feed Pellets, Pet Foods
- Biomass Pellets, Wood Chips, Bark
- Cereal, Spices
- Crushed Limestone, Sand, Pumice, Potash, Potassium Sulfate, Salt
- Ammonium Sulfate
- Catofin Catalyst
- Flax Seed
- Meals
- Plastics (pellets, flakes)
This broad applicability underscores the value of custom engineering: regardless of the material or industry, a precisely designed shaker screener can deliver optimal performance, enhancing product quality and operational efficiency.
Key Considerations for Commissioning Custom-Built Equipment
Starting on the journey of commissioning custom-built equipment is a significant undertaking that requires careful planning and strategic decision-making. To ensure the success of your investment, we emphasize a structured approach that encompasses thorough project planning, precise requirement specification, diligent vendor selection, and rigorous factory acceptance testing. These steps are crucial for translating your operational needs into a high-performing, custom solution.
Defining Your Process and Performance Requirements
The foundation of any successful custom machinery project is a clear and comprehensive understanding of your specific process and the performance you expect from the equipment. This initial phase is critical for guiding the design and engineering efforts. We work closely with our clients to define:
- Throughput Capacity: What volume of material needs to be processed per hour or per day? This isn’t just about the raw number but also about peak loads, continuous operation, and potential future expansion.
- Desired Particle Size and Purity: What are the exact specifications for the separated material? This includes minimum and maximum particle sizes, the number of fractions required, and the purity levels needed for each output stream.
- Material Characteristics: A detailed analysis of the material to be processed is paramount. This includes its density, abrasiveness, moisture content, temperature, flow properties, stickiness, and any corrosive or hazardous properties. These characteristics directly influence the choice of construction materials, screen types, and agitation systems.
- Environmental Conditions: The operating environment plays a significant role. Is the equipment exposed to extreme temperatures, high humidity, dust, or corrosive atmospheres? These factors dictate the level of enclosure, electrical specifications, and material finishes required.
- Safety Standards: Compliance with industry-specific safety standards (e.g., OSHA, ATEX for explosive atmospheres, FDA for food processing) must be integrated into the design from the outset, ensuring the safety of operators and the integrity of the process.
By carefully documenting these requirements, we can ensure that the custom equipment is engineered to meet your exact operational needs without compromise.
The Critical Role of Material Testing
Once the process and performance requirements are defined, the next crucial step in commissioning custom-built equipment, especially for material separation, is comprehensive material testing. This phase is indispensable for validating design choices, optimizing equipment parameters, and ultimately guaranteeing the success of the final machine.
- Process Validation: Material testing allows us to simulate your specific process under controlled conditions. This validates the feasibility of the separation method and confirms that the chosen screening principles will achieve the desired results with your actual material.
- Equipment Sizing: Testing provides invaluable data for accurately sizing the equipment. It helps determine the optimal screen area, number of decks, and drive power required to achieve your target throughput and separation efficiency, preventing both undersized and oversized solutions.
- Preventing Screen Blinding: For materials prone to blinding—where particles clog the screen mesh—material testing is essential. It helps identify the most effective anti-blinding solutions, such as specific ball agitation systems, screen materials, or vibratory patterns, ensuring continuous and efficient operation.
- Ensuring Efficiency: Testing allows for fine-tuning of parameters like vibration amplitude, frequency, and screen slope to maximize separation efficiency and product yield. It helps us predict the performance of the full-scale machine with a high degree of accuracy.
- Free Material Testing Facilities: Recognizing the critical importance of this step, many reputable manufacturers offer free material testing facilities. This allows prospective clients to see their own materials processed, validate the technology, and gain confidence in the proposed custom solution before making a significant investment. This hands-on approach ensures that the final design is based on empirical data, not just theoretical assumptions.
Material testing eliminates guesswork, reduces risk, and ensures that the custom equipment will perform exactly as expected, delivering the efficiency and quality you need.
Choosing the Right Manufacturing Partner
The success of your custom industrial machinery project hinges significantly on selecting the right manufacturing partner. This decision goes beyond just price; it involves evaluating a partner’s expertise, capabilities, and commitment to long-term support. We advise clients to look for partners who demonstrate:
- Engineering Expertise: A strong engineering team with deep knowledge of material science, mechanical design, and process optimization is non-negotiable. They should be able to understand complex problems and translate them into innovative, practical solutions.
- Industry Experience: A manufacturer with a proven track record in your specific industry or with similar materials will bring invaluable insights and best practices to the project, anticipating challenges and proposing effective solutions.
- In-House Fabrication: Manufacturers with comprehensive in-house fabrication capabilities offer greater control over quality, lead times, and customization. This ensures that every component is produced to exacting standards and that design changes can be implemented efficiently.
- Aftermarket Support: The relationship doesn’t end after installation. A reliable partner provides robust aftermarket support, including spare parts availability, technical assistance, and preventative maintenance programs to ensure the longevity and continuous performance of your custom equipment.
- Service Capabilities: Look for a partner who offers comprehensive service, from initial consultation and design to installation, commissioning, and ongoing operational support. This holistic approach ensures a seamless experience and maximizes the value of your investment.
Choosing a partner who aligns with these criteria ensures that your custom industrial machinery project is executed professionally, resulting in a high-quality, efficient, and reliable solution that truly serves your operational needs.
Conclusion: A Worthwhile Investment in Your Operational Future
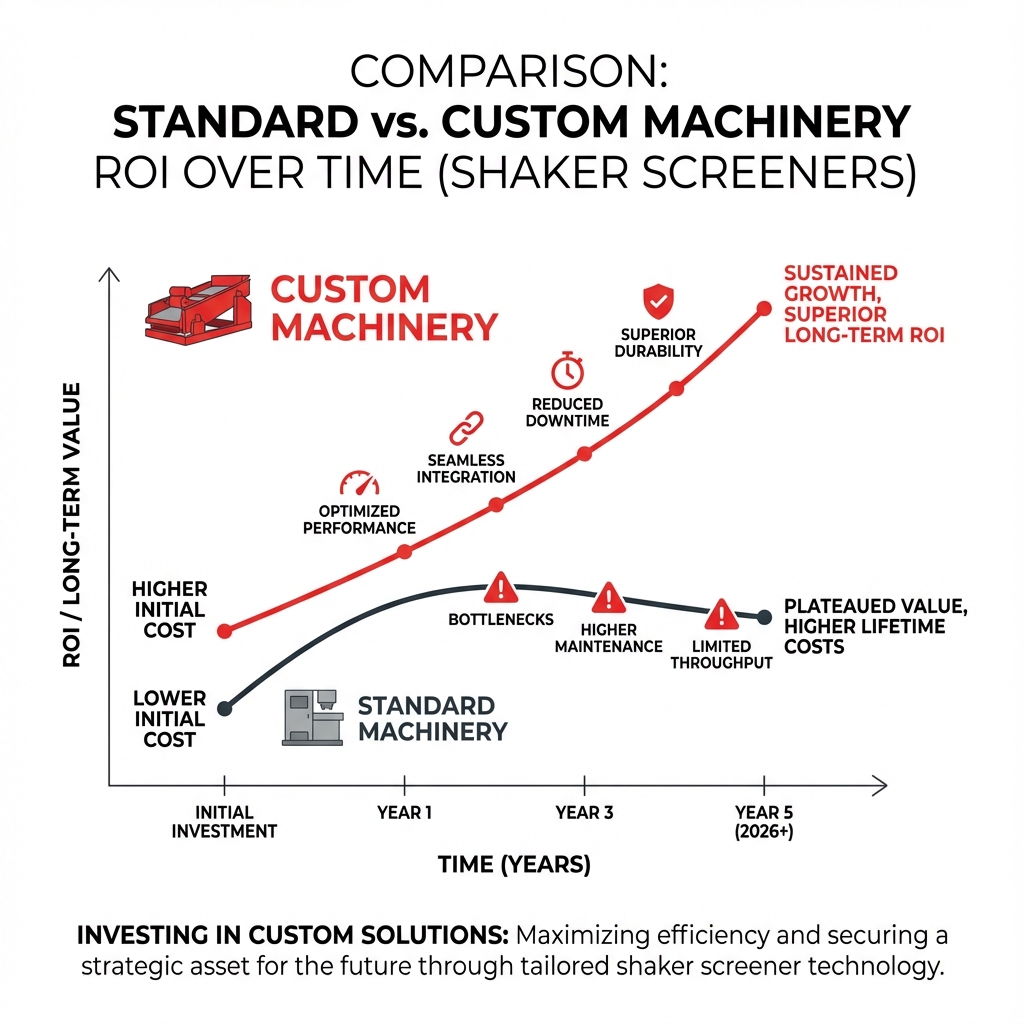
In the dynamic landscape of industrial processing, the decision to invest in custom-made industrial machinery, such as a specialized shaker screener, is a testament to a forward-thinking operational strategy. While the initial investment may appear more substantial than off-the-shelf alternatives, the long-term value it delivers far outweighs this upfront cost.
We have seen how standard equipment often falls short, leading to operational bottlenecks, material incompatibilities, and compromised product quality. In stark contrast, custom solutions are carefully engineered to eliminate these compromises, offering bespoke designs that integrate seamlessly, perform with unparalleled efficiency, and boast superior durability.
By achieving peak performance, ensuring seamless integration, and benefiting from robust construction, businesses gain a significant competitive advantage. The ability to precisely control particle sizing, handle challenging materials, and optimize throughput directly translates into reduced waste, lower operational costs, and consistent product quality.
Custom industrial machinery is not merely an expense; it is a strategic asset. It represents an investment in operational excellence, future growth, and the ability to adapt to evolving market demands. The payoff of precision engineering is a more efficient, reliable, and profitable operational future.

